


導入事例
業界を問わず300社以上にご利用いただいています。
Case Study
既設カメラ機器を利用した火災検知システムの構築
北関東某県
業種 リサイクル工場
課題 AI火災検知システムを使用して火災の早期発見につなげたい
工場内での出火を早期に確認できるよう検知機能を導入し、既設のITV設備と連動させて安全と業務効率化を向上
-
導入前の課題
作業中における出火リスクへの早期対応

リサイクル工場では、収集した製品を素材ごとに分解する際、部品によっては化学反応によって高熱になり、発火することがあります。発火した場合、工場ラインが全体的に止まってしまい、1日の作業量が大幅に減ってしまう為、リスク軽減の為に検知システムの導入をご希望されました。
-
選んだ理由
既設カメラを流用して低コストでのAI火災検知が可能!
既設のネットワークカメラの映像をAIサーバーに取り込むことで、火災検知システムを追加することが可能なソリューションのため、低コストでシステムを導入可能です。また、AIサーバーにはアラーム通知の機能があるため、既設のネットワークカメラシステムに機能を追加できる点も発注動機となりました。
-
導入後の成果・効果
ハイリスク作業時における安全性の向上
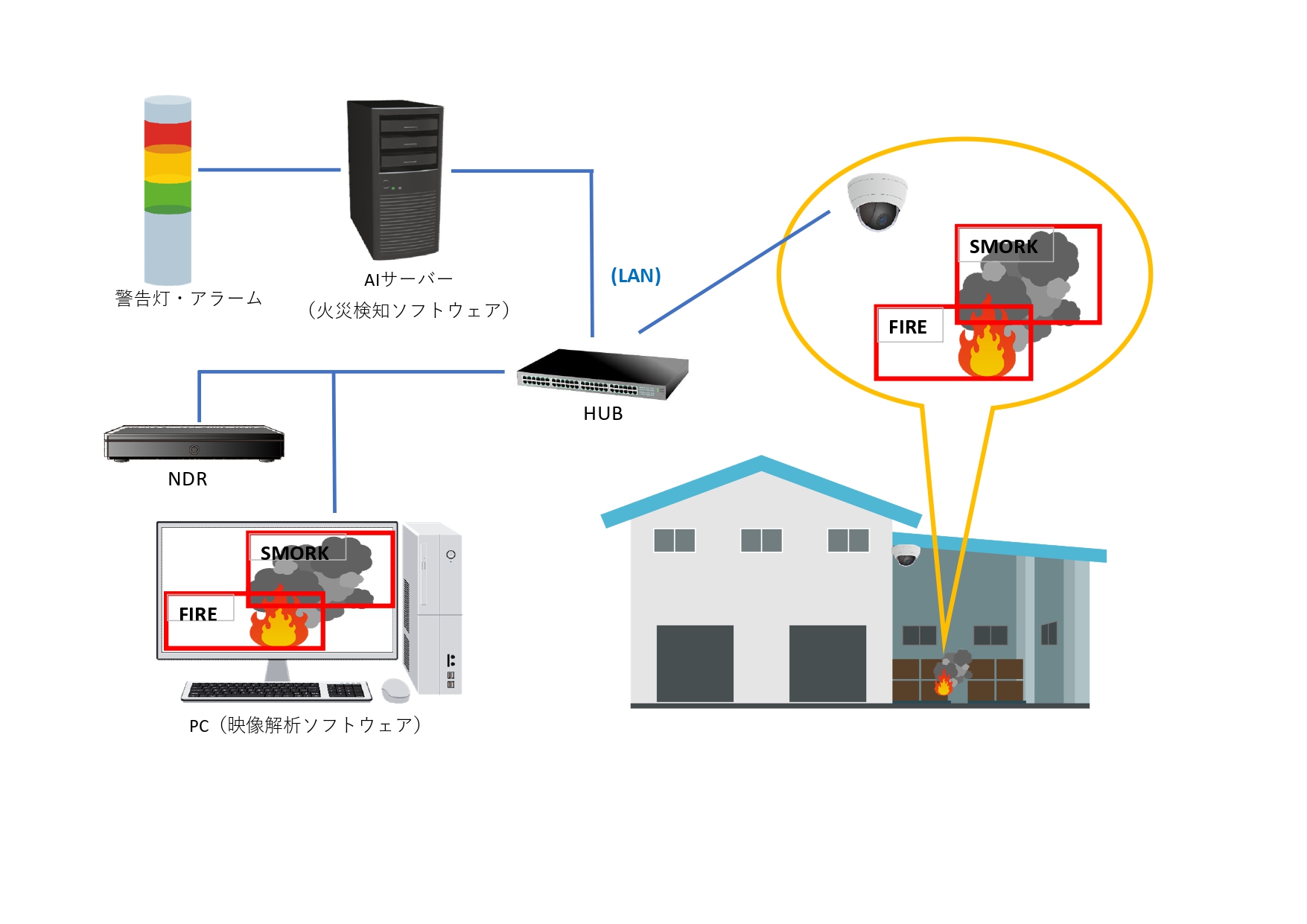
既設カメラ映像の全体を対象に、煙、または、炎の画像が検出されたときに通知を行わるれるように設定しました。映像から判断するため、時には火災報知器より早く検知ができる場合があります。導入直後は誤報が発生した事もありましたが、担当者が即時に閾値調整など行い問題解決しており、現場作業員の方たちがより安心して作業に打ち込める環境を整えさせて頂きました。今後、万が一火災が発生した時も、速やかなご対応に貢献できるものと確信しております。
share



販売パートナー募集
このページの上部へ